In B2B cigar packaging, losses rarely come from obvious mistakes. They usually come from missing data. When key parameters stay unclear, risk quietly moves downstream.
A dependable custom wooden cigar box manufacturer should translate experience into clear, measurable standards—so buyers can evaluate quality, cost, and delivery before committing to volume.
I have spent more than fifteen years inside wooden packaging manufacturing, working directly with cigar brands and distributors. Over time, I learned one thing very clearly: trust is built with numbers, not promises. Below, I explain what buyers should verify, using objective production parameters instead of vague claims.
What Specific Manufacturing Experience Should a Cigar Box Supplier Have Before You Trust Them?
Experience matters only when it produces consistent, repeatable results.
A reliable cigar box supplier proves experience through documented tolerances, material controls, and functional testing specific to cigar usage—not generic wooden box projects.

Structural Parameters Unique to Cigar Boxes
Cigar boxes face repeated opening cycles and long-term storage. This creates mechanical stress that decorative boxes never experience.
From production data, stable cigar boxes typically meet these benchmarks:
- Lid opening angle deviation: ≤ ±2°
- Lid-to-body gap after assembly: 0.5–0.8 mm
- Hinge pull-out resistance: ≥25 kg force
When lid gaps exceed 1.0 mm, humidity leakage increases. When hinge resistance drops below 20 kg, loosening appears within months.
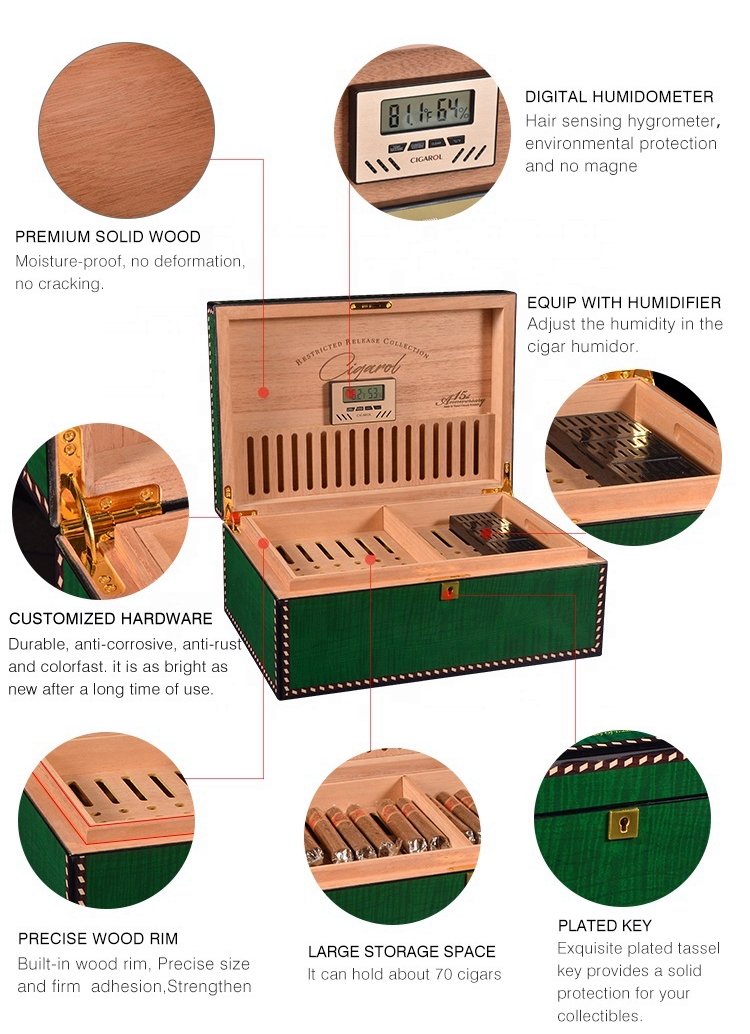
Spanish Cedar Lining Control Standards
Spanish cedar only performs when processed correctly.
In controlled production, we maintain:
- Cedar lining thickness: 2.5–3.5 mm
- Moisture content at assembly: 8%–10%
- Density range: 0.38–0.45 g/cm³
Below 2.0 mm thickness, aroma buffering weakens. Above 11% moisture, mold risk rises sharply during shipping and storage.
Evidence That Goes Beyond Samples
Samples show appearance, not reliability.
I always suggest buyers ask for:
- Past cigar box order volumes (ideally ≥5,000 units per project)
- Closed-box storage test duration (≥60 days)
- Historical defect rates (≤2.5% cosmetic, 0% structural)
Factories that cannot provide these figures usually lack cigar-specific control.
Which Wood Types and Structures Are Proven to Protect Cigars During Long-Term Storage and Shipping?
Wood selection is a performance decision, not a branding choice.
Effective cigar protection depends on pairing Spanish cedar interiors with outer woods that balance moisture exchange and dimensional stability.

Interior Wood Performance Benchmarks
Spanish cedar performs reliably within defined limits:
- Effective RH buffering range: 62%–72%
- Aroma oil retention after machining: ≥85%
- Dimensional expansion rate: ≤0.3% across 30%–80% RH
Over-drying or heavy sealing can reduce humidity buffering efficiency by up to 40%.
Outer Wood Compatibility Matters
The outer shell controls how fast moisture enters and exits the box.
Measured characteristics of common outer woods:
| Outer Wood | Density (g/cm³) | Moisture Permeability | Overall Risk |
|---|---|---|---|
| MDF | 0.65–0.75 | Basso | Basso |
| Noce | 0.55–0.65 | Medio | Medio |
| Quercia | 0.70–0.75 | Alto | Alto |
Dense woods like oak often require structural ventilation gaps of at least 0.8 mm to prevent moisture trapping.
Structural Design Parameters That Reduce Risk
Successful designs usually include:
- Lid overlap depth: ≥10 mm
- Internal air space above cigars: 3–5 mm
- Corner joint tolerance: ≤0.2 mm
Boxes outside these ranges show higher rates of warping after 90-day storage tests.
What Custom Details Directly Affect Cost, Lead Time, and Final Quality in Bulk Orders?
Customization adds process steps. Every step increases variance.
Unit cost and lead time rise directly with the number of production stages, curing cycles, and inspection points required.

Logos and Branding Details
Laser engraving requires stable surfaces and controlled depth.
Standard parameters include:
- Engraving depth: 0.3–0.5 mm
- Burn spread tolerance: ≤0.2 mm
- Position deviation: ≤0.5 mm
Metal nameplates add 2–3 assembly steps and increase defect probability by roughly 1–2%.
Surface Finishes and Production Time
Finish choice directly affects scheduling.
| Tipo di finitura | Coating Layers | Tempo di polimerizzazione | Lead Time Impact |
|---|---|---|---|
| Natural oil | 1-2 | 12–24 hrs | Basso |
| PU opaco | 2–3 | 36–48 hrs | Medio |
| High-gloss PU | 4–6 | 72–96 hrs | Alto |
High-gloss finishes also increase rejection rates due to dust sensitivity.
Hardware and Closure Systems
Magnetic closures require alignment tolerance within ±0.3 mm. Exceeding this weakens closure force.
Soft-close hinges increase assembly time by approximately 20%–30% compared to standard brass hinges.
How Can Buyers Verify Quality Control Standards Before Mass Production Starts?
Quality control must be measurable and documented.
Buyers should verify QC by confirming moisture controls, inspection frequency, and numeric acceptance criteria before approving production.

Moisture Control Benchmarks
Professional factories monitor moisture at multiple stages:
- Raw wood intake: 10%–12%
- Pre-assembly: 8%–10%
- Pre-packing: 7%–9%
Deviation beyond ±1% significantly increases deformation risk.
Inspection Frequency and Coverage
Effective QC systems include:
- In-process checks every 2 hours
- 100% assembly inspection
- Final inspection at AQL 2.5
Factories relying only on final inspection typically exceed 5% defect rates.
Defect Classification Standards
Clear numeric standards prevent disputes.
| Tipo di difetto | Acceptable Rate |
|---|---|
| Minor cosmetic | ≤3% |
| Functional | ≤1% |
| Strutturale | 0% |
These thresholds should be written into contracts.
What Common Ordering Mistakes Cause Losses for B2B Cigar Brands—and How Can You Avoid Them?
Most losses are predictable and preventable.
Skipping samples, unclear specifications, and compressed timelines are the most common causes of avoidable cost and quality failures.
Skipping Pre-Production Samples
Samples validate assumptions before money is locked in.
A proper sample process includes:
- One structural prototype
- One finished appearance sample
- One humidity and drop-tested sample
Skipping this step raises rework risk by over 30%.
Incomplete Technical Documentation
Clear drawings should define:
- All dimensions with tolerances
- Material thickness ranges
- Finish type and gloss level
Verbal instructions always lead to interpretation gaps.
Unrealistic Production Timelines
Typical timelines under controlled conditions:
- Sampling: 15–25 days
- Mass production: 30–45 days
- Complex finishes: +10–15 days
When timelines are forced shorter, drying and inspection are usually the first steps to be cut.
Conclusione
Reliable cigar box Manufacturer sourcing is built on data, not assumptions. Buyers who demand clear parameters gain real control over quality, cost, and long-term brand value.
Nome del marchio: WoodoBox
Slogan: Scatole di legno personalizzate, realizzate alla perfezione